Guide Cura

3D printing software
- Choisir les bon paramètres dans Cura.
- Pour commencer, Ultimaker Cura est le logiciel d'impression 3D qui est le plus populaire au monde. Il comporte plus de 400 réglages « mode personnalisé »
Des mises à jour régulières sont disponibles, afin d'améliorer constamment ses fonctionnalités et l'expérience utilisateur lors de l'impression.
Formats de fichiers compatibles : STL, OBJ, X3D, 3MF, BMP, GIF, JPG, PNG.
UltiMaker Cura
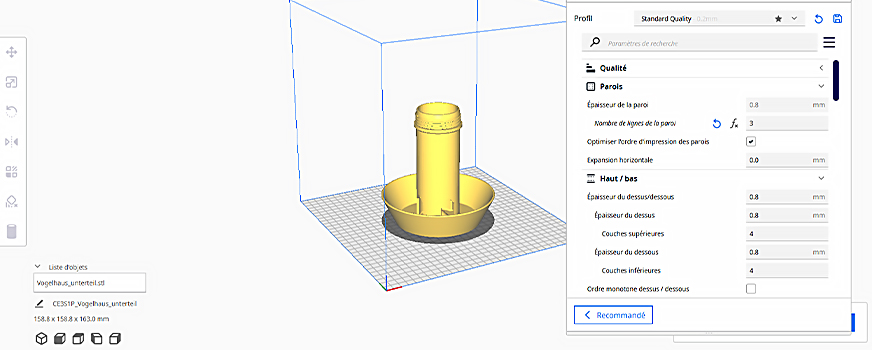
Paramètres Qualité
De nombreux facteurs influencent sur la qualité des impression 3D et l'un des principaux éléments pour réussir, est de choisir les bons réglages dans votre logiciel de découpe.
Voilà notre approche des meilleurs paramètres de qualité dans cura.
1 - Températues Buses
La température optimale de buse dépend du type de filament que vous utilisez. Voici les plus courantes:
- PLA : → 190 - 220°C → Plateau : 45 - 65°
- PETG : → 220 - 240°C → Plateau : 75 - 90°
- ABS : → 220 - 260°C → Plateau : 95 - 120°
- NYLON : → 240 - 260°C → Plateau : 60 - 80°
Dans la plupart des cas, il est préférable d'utiliser la température recommandée par le fabricant de votre filament, puis réglée pour obtenir la meilleure qualité d'impression. (inscription sur la bobine et/ou le site web du fabricant).
Concernant la température du plateau, si vous avez des difficultés à faire adhérer vos impressions, il est possible que vous deviez augmenter la température. En revanche, si vos impressions se déforment ou se délaminent, vous devrez peut-être diminuer la température ou essayer d'utiliser un adhésif pour plateau.
La température ambiante a un effet considérable sur vos impressions. Surtout en hiver, couvrez votre imprimant 3D. Beaucoup de personnes encapsulent leur imprimante dans une boîte ou un abri pour conserver la chaleur dégagée par leur plateau chauffant afin d’éviter le Warping décollement de la pièce à ses extrémités. Cette solution est efficace et fortement recommandée pour imprimer de l'ABS et d'autres filaments moins courants.
2 - Vitesses d'impression
La vitesse d'impression dépend de plusieurs facteurs : type de filament utilisé, complexité de modèle, de votre machine.
- Une impression de haute qualité avec des détails complexes, utiliser une vitesse de 30 à 50 mm /s.
- Une impression plus rapides mais de qualité standard, utiliser des vitesses de 50 à 80 mm /s.
- Pour les impressions simples et de grande taille, utiliser des vitesses de 80-100 mm /s ou plus.
Il est conseillé de commencer par une vitesse plus lente et de l'augmenter progressivement jusqu'à ce que vous obteniez le meilleur compromis entre vitesse / qualité.
Détail important : La première couche de votre impression doit toujours être réalisée à une vitesse plus lente (sous les 20 mm /s) et une ventilation progressive qu'à partir de la couche 4 à 6, cela permet de maximiser l’adhésion entre la pièce et le plateau.
3 - Hauteur des couches
La hauteur de couche, correspond à l'épaisseur de la couche extrudée par la buse. Une hauteur de couche plus petite permet d'obtenir une impression de meilleure qualité avec des détails beaucoup plus fins, mais l'impression prendra plus de temps.
Au même titre que la hauteur de couche, le diamètre de votre buse influence grandement sur le temps d’impression, l’apparence de votre pièce, (réduire les imperfections).
- 0,12 mm : Haute Qualitè
- 0,16 mm : Dynamic Qualitè
- 0,20 mm : Standard Qualitè
- 0,28 mm à 0.4 mm : Low Qualitè
4 - Réglages de rétraction
La rétraction consiste à remonter le filament dans la buse. Cela évite le dépôt du filament lorsque la tête de la buse se déplace entre les différentes parties de l'impression.
- Les paramètres de rétraction varient en fonction du matériau et du type de système d’extrusion choisi, en particulier lorsque l’on se réfère à l’utilisation d’un bowden ou d’un entraînement direct
- Pour les matériaux souples (TPU), il faudra désactiver la rétraction pour éviter de perdre le contrôle de nos impressions à cause du retard du mouvement.
Les principales variables pour la rétraction sont la vitesse et la distance. La vitesse définit la vitesse à laquelle l'extrudeuse remonte le filament à travers l'extrémité chaude, et la distance définit la distance à laquelle le filament se déplace.
- Une vitesse est trop faible, des taches peuvent se former sur les surfaces de l'impression ou des cordons peuvent se former entre les surfaces.
- Une vitesse trop élevée peut bloquer la buse ou créer des zones où le filament ne se dépose pas.
- Une distance trop grande provoque des taches dans l'impression et des bourrages filamentaires.
- Une distance trop faible n'empêchera pas les chaînes de caractères de couvrir vos impressions.
Les paramètres Distance & vitesse de rétraction :
2 mm en distance et 25 mm/s en vitesse, sont les valeurs courantes. Si des cheveux d’ange se forment trop, on peut augmenter ces valeurs vers 3 mm.
- Me concernant voici mes paramètres : 1.5 mm en distance et 40 mm/s en vitesse.
Il ne s'agit que d'indications approximatives et que les paramètres de rétractions optimales pour votre imprimante dépendront des circonstances spécifiques de votre impression et du type de filament que vous utilisez.
5 - Le remplissage
Le remplissage est la structure interne d'une impression 3D, et il est généralement utilisé pour ajouter de la force et du soutien, tout en minimisant la quantité de matériau nécessaire.
- La dernière version de Cura (5.4) propose de nombreux motifs de remplissage. Nous les avons regroupés en fonction de la finalité de l’objet imprimé :
- Modèles et figurines (résistance faible) : Éclair, lignes, zigzag
- Impressions 3D « classiques » (résistance moyenne) : grilles, triangles, trihexagonal
- Impressions 3D fonctionnelles (résistance élevée) : cubique, subdivision cubique, octaédrique, quart cubique, gyroïde
- Impressions 3D flexibles : concentrique, entrecroisé, entrecroisé 3D
- Les taux de remplissage sont en fonction de la finalité de votre impression :
Impressions 3D classiques
- Taux de remplissage : 0 à 15 % / Impression ne subissant pas beaucoup de contraintes physiques. Éclair, lignes, zigzag.
- Taux de remplissage : 15 à 50 % / Pour les impressions 3D soumises à de faibles contraintes.
Grille : ce motif le moins complexe des trois cités ci-dessus, la grille a ainsi pour avantage d’offrir une vitesse d’impression intéressante.
Triangles : ce motif apporte une certaine résistance à votre modèle lorsqu’une charge est appliquée de manière perpendiculaire à sa surface.
Trihexagonal : ce motif produit des hexagones entrecoupés de triangles. Il offre un bon rapport entre résistance et consommation de matériau et limite les problèmes de courbure dus à un mauvais refroidissement de l’impression.
Impressions 3D fonctionnelles
- Taux de remplissage : > 50 % / Les impressions 3D fonctionnelles nécessitent une grande résistance dans toutes les directions. Côté remplissage, on préfèrera donc les motifs cubique, subdivision cubique, quart cubique, octaédrique et gyroïde.
Cubique : ce motif se compose d’un empilement de cubes inclinés.
Subdivision cubique : ce motif est proche du motif cubique, mais moins gourmand en matériau.
Octaédrique : connu également sous le nom de remplissage tétraédrique, ce motif se compose de pyramides empilées.
Quart cubique : ce motif 3D est proche de l’octaédrique, si ce n’est qu’une moitié des pyramides sont décalées par rapport à l’autre moitié.
Gyroïde : un motif 3D en forme de vagues. Ce remplissage n’en est pas moins résistant dans toutes les directions. C’est un choix intéressant pour une pièce vouée à subir différentes contraintes physiques.
Les motifs mentionnés ci-dessus sont souvent utilisés, à un taux de remplissage réduit, pour leur esthétique particulière. Certains makers semblent apprécier l’effet produit, à l’image de ce vase gyroïde.
Impressions 3D flexibles
- Taux de remplissage : 0 à 100 % / selon la « spongiosité » recherchée.
Les filaments flexibles doivent être utilisés avec des motifs de remplissage offrant une certaine souplesse afin de préserver la nature malléable de votre pièce. Les motifs de remplissage concentrique, entrecroisé ou encroisé 3D seront ici les plus pertinents.
Concentrique : ce motif crée des sortes d’ondes concentriques à l’intérieur de la pièce, reproduisant la forme des parois extérieures.
Entrecroisé : ce motif permet de produire une répétition de croix un peu fantaisistes. Les espaces entre ce quadrillage de croix permettent d’obtenir des pièces pouvant subir des torsions ou des flexions.
Entrecroisé 3D : ce motif est proche de l’entrecroisé classique, à une différence près : plus votre impression est grande, plus les lignes sont inclinées. Vous obtenez ainsi un objet légèrement plus rigide qu’avec l’entrecroisé simple.
Le motif de remplissage est un paramètre essentiel, mais il est loin d’être le seul ! Voici quelques conseils à garder à l’esprit lorsque vous ajusterez les paramètres de votre prochaine impression.
Direction des lignes de remplissage : La direction des lignes de remplissage est un réglage souvent négligé. Il est fixé par défaut à 45°, de sorte que les moteurs X et Y travaillent ensemble pour imprimer à une vitesse maximale. Toutefois, il peut être intéressant d’orienter le remplissage à un angle différent afin d’assurer une résistance ou une flexibilité optimale à votre pièce, surtout si ses parois sont alignées en diagonale.
Densités multiples : il est possible de définir des paramètres par modèle, une solution avantageuse qui permet d’exploiter quelques astuces de conception, notamment en utilisant plusieurs taux et types de remplissage dans le même modèle.
La possibilité de définir des paramètres personnalisés pour chaque modèle importé, alliée à la capacité de Cura de les unir entre eux de manière harmonieuse, devrait permettre de renforcer certaines parties de la pièce.
Couche extérieure : Le paramètre « Couche supérieure » (appelé Skin en anglais) est lié à la première et à la dernière couche d’un modèle. Il peut avoir une incidence sur la quantité de matériau et le temps d’impression requis, mais aussi sur la robustesse et le poids des modèles. Dans le cadre du remplissage, il est possible de modifier le paramètre « Pourcentage de chevauchement de la couche extérieure », qui contrôle le degré de chevauchement des parois avec le remplissage. Plus ce pourcentage est élevé, plus le remplissage sera solidaire de la couche extérieure de la pièce et moins le modèle sera fragile.
Si vous désirez réduire le nombre de couches, vous pouvez modifier les paramètres « Largeur de retrait de la coche supérieure ». La variable que vous entrez sera soustraite des couches extérieures supérieures et inférieures. C’est utilisé, par exemple, pour des modèles plus fins ou plus petits ou pour des éléments détaillés pour lesquels la robustesse est facultative.
Impressions rapides : Il existe plusieurs techniques pour imprimer plus rapidement en ajustant les options de remplissage. Par exemple, les lignes de remplissage sont généralement imprimées à un angle de 45 degrés, ce qui permet aux moteurs X et Y d’atteindre leur vitesse maximale. L’épaisseur des couches de remplissage joue bien sûr également un rôle. En choisissant une hauteur de couche plus épaisse, vous devriez gagner un peu de temps.
Vous pouvez aussi jouer avec les motifs de remplissage pour réduire la durée d’impression. De manière générale, l’éclair est celui qui permet d’obtenir des impressions plus rapides. Si vous n’avez pas nécessairement besoin de stabilité mécanique pour votre modèle, utilisez ce motif pour imprimer environ 25 % plus vite. Le concentrique, la grille et le triangle sont aussi des motifs relativement simples qui devraient vous faire gagner du temps.
6 - Couche initiale
La couche initiale d'une impression 3D est la première couche extrudée sur le plateau et c'est généralement la couche la plus critique pour assurer une bonne adhérence et une bonne qualité d'impression.
Voici quelques conseils qui vous aideront à optimiser la couche initiale de vos impressions.
Température de buse plus basse : utiliser une température de buse inférieure de 10 à 20 °C à votre température d'impression standard pour la première couche. Cela contribuera à améliorer l'adhérence du lit en permettant à l'extrusion de refroidir plus rapidement.
Température de plateau plus élevée : utiliser une température de plateau supérieure de 10 à 20°C à votre température de lit standard pour la première couche. Cela contribuera à améliorer l'adhésion et de se conformer aux contours du lit.
Une vitesse d'impression plus lente : une vitesse d'impression de 10 à 20 mm /s pour la première couche. Cela permettra d'améliorer l'adhérence du lit en donnant à l'extrusion plus de temps pour se refroidir et se solidifier.
Hauteur de couche plus forte : Avec une hauteur de couche initials de 0.12, 0.16 ou 0.2, utiliser une première couche de 0,22 mmà 0,24 mm. Cela permet de compenser les irrégularités de planéité du plateau.
Refroidissement : utiliser une ventilation progressive qu'à partir de la couche 4 à 6, cela permet de maximiser l’adhésion entre la pièce et le plateau.
7 - Profil Cura
Chaque profil contient tous les paramètres nécessaires à une impression réussie, tels que la température, la vitesse du ventilateur, la hauteur de la couche, le diamètre de la buse, le motif de remplissage, le type d'adhésion, le type de structure de support, etc. Il ne fait aucun doute qu'il s'agit du meilleur slicer 3D.
Il vous suffit donc de choisir le type d'imprimante, le matériau que vous utilisez, les paramètres d'impression seront ajustés automatiquement et prêts pour l'impression.
Votre profil Cura : Une fois que vous avez les bons paramètres, pour chaque profil dans Cura, vous n'aurez qu'à les exporter pour les conserver et les réutiliser ultérieurement.
Les profils Cura : de nombreux profils Cura sont disponibles sur le web, il vous appartient donc d'ajuster les réglages en fonction de vos impressions.
8 - Plugins Cura
Cura est incontestablement l'un des trancheurs les plus populaires et puissants, alliant simplicité d'utilisation et flexibilité.
Toutefois, pourquoi ne pas aller plus loin ?. Les fonctionnalités supplémentaires offertes par les plugins de Cura enrichissent l'expérience utilisateur.
Voici quelques-uns des meilleurs actuellement disponibles.
- 1. Guide des paramètres : Ce plugin vous explique ce que chaque paramètres de Cura fait exactement et cela en détail.
- 2. Forme d'étalonnage : Tester les réglages et les performances de votre imprimante en utilisant des outils d'étalonnage est une méthode efficace. Vous pouvez facilement et rapidement imprimer une variété de tours d'étalonnage différente grâce à ce plugin.
- 3. Auto-orientation : Cette extension a pour but de définir la position ou l'orientation de votre modèle afin de limiter le recours aux supports si cela est possible, ce qui permet de réduire le gaspillage de filament et le temps d'impression.
- 4. Outils en maille : Offre la possibilité d'analyser et de réparer le modèle sans avoir recours à d'autres logiciels de réparation de fichiers.
- 5. Outils de coûts matériels : Avec le module d'extension Material Cost Tools, vous pouvez gérer le poids, le coût et d'autres facteurs en fonction d'un matériau spécifique.
- 6. TabAntiWarping : Ce plugin est une scission pour imprimer des matériaux tels que l'ABS, le nylon et d'autres matériaux qui sont sujets à une déformation excessive.
- 7. Export HTML Cura Settings : Paramètres d'exportation vers un fichier HTML. Il ajoute une nouvelle option de menu dans le fichier - 'Save Projet...' qui vous permet d'enregistrer tous les paramètres dans un fichier HTML afin de le consulter ou de le partager.
En conclusion
Cura est un excellent software pour vos conceptions 3D en vue de les imprimer. La trancheuse vous offre tous les outils nécessaires pour préparer et manipuler vos fichiers. L'utilisation de plugins permet d'étendre les capacités de Cura et d'améliorer l'expérience de l'utilisateur. Si vous êtes plutôt satisfait de l'utilisation de Cura dans sa forme originelle, il peut toujours y avoir quelque chose que vous pouvez ajouter pour le rendre encore plus performant. C'est pour cette raison qu'il est devenu le logiciel de découpe le plus populaire et le plus utilisé dans le monde de l'impression 3D.
Pour conclure, nous espérons que ce guide vous a aidé et à comprendre les divers paramètres et leur incidence sur votre impression.
UltiMaker Cura
Cet article vous est proposé gratuitement et est indépendant de toute influence extérieure.